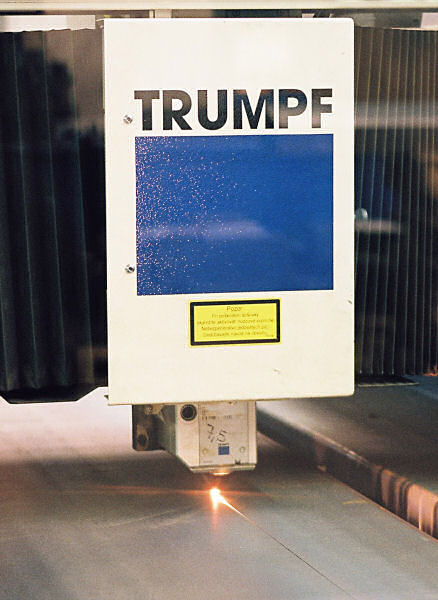
| ZVÁRANIE, LASER, PLAZMA Spoločnosť ŽOS Vrútky a.s. v súčasnosti venuje veľkú pozornosť zváracej technike ako aj overovaniu technológií z dôvodu nadobúdania stále väčšieho významu z v á r a n i a pri výrobe ž.k.v., ale aj pri opravárenských a renovačných technológiách. REZANIE, DELENIE MATERIÁLU LASER Laserový rezací stroj umožňuje pracovať s high-tech postupom v systéme 2D s veľkou rýchlosťou, presnosťou a kvalitou rezania s veľmi malým tepelným ovplyvnením materiálu bez potreby ďalšieho mechanického opracovania Zdroj – Trulaser L 3040 výkon 3200W Hlavné aplikácie:
Používané plyny:
PLAZMA Plazmový rezací stroj Microstep CNC umožňuje pracovať s rezacím zariadením HIFOCUS 100 postupom v systéme 2D s dostatočnou rýchlosťou, presnosťou a kvalitou rezania pre väčšie rozmerové súčiastky väčších hrúbok Zdroj – Kjellberg Microstep CNC PL 7501.20 + HiFocus 100 Hlavné aplikácie:
Používané plyny:
ZVÁRANIE Metóda odporového bodového zvárania Zdroje: závesné bodovacie kliešte TECNA 3307N Parametre:
stacionárne bodovacie kliešte TECNA 6250N Parametre:
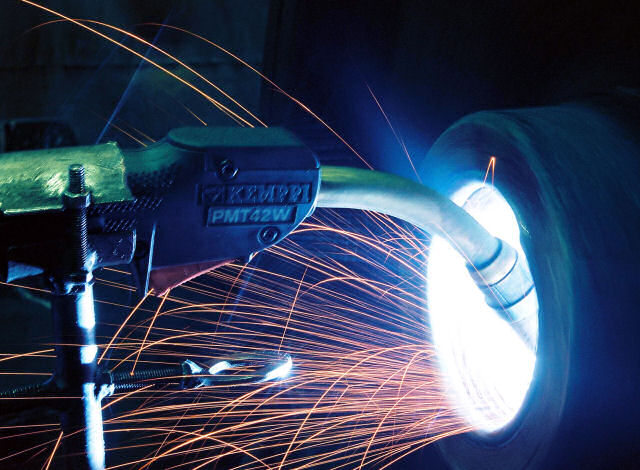
Metóda oblúkového zvárania MIG/MAG/TIG Pre uvedenú metódu sa používa rada zváracích zdrojov Kemppi
Hlavné aplikácie
Používaný ochranný plyn
Metóda vysokoproduktívneho oblúkového zvárania a navárania pod tavidlom Zdroj – navárací stroj VÚZ NAKO 1 tandem Aplikácie
Metóda oblúkového zvárania MMA Zdroje - Minarc 150, WeldForce 3500, Kemppi Pro Evolution 4200, Fastmig 400 Synergic Aplikácie
Príprava materiálu pred zváraním Veľká pozornosť sa venuje príprave materiálu pred zváraním z dôvodu dodržiavania presnosti a kvality zváraných dielov, ako aj presnému deleniu materiálu: Zdroje:
Rozvoj firmy a stratégia Spoločnosť v súčasnosti zavádza z dôvodu konkurencieschopnosti zavedenie robotizácie do výroby zvarencov. Jedná sa o zváranie rámov nových osobných vozňov ako aj súčastí zvarencov vyskytujúcich sa pri výrobe vagónov robotizovaným pracoviskom. Ďalej je rozpracovaný projekt pre vysokorýchlostné – bodové odporové zváracie zariadenie väčších súčiastok s fu SM Calvörde a JESVA CZ – výrobcami špeciálnych strojov. Ostatné Spoločnosť ŽOS Vrútky a.s. vlastní Certifikát od TÜV SÜD Industrie Servise GmbH München v zmysle normy DIN EN 15085-2: CL1 pre vykonávanie zváračských prác pri výrobe nových koľajových vozidiel, ďalej vlastní Certifikát pre výrobu a opravy železničných vozidiel a ich súčastí podľa ČSN EN 15085-2: CL1 , Certifikát pre proces zvárania podľa ČSN EN ISO 3834-2 od SVV Praha a Oprávnenie na zváranie dráhových vozidiel od ÚRŽD Bratislava podľa EN 15 085-2 CL1. |




)
)
)
)